
This post contains affiliate links to products, services, or education. We may receive a commission for purchases made through links.
The process of welding two metals together is an art form. The weld must be strong and clean. An old saying of welders is, “You may fool men. You can’t fool the metal.” And with the types of jobs that require welding, like bridges, high-pressure gas pipes, structural support, the welds have to be safe and secure. TIG welding is one of the most common welding methods for joining thin alloy metals together. It has a long history in the United States.
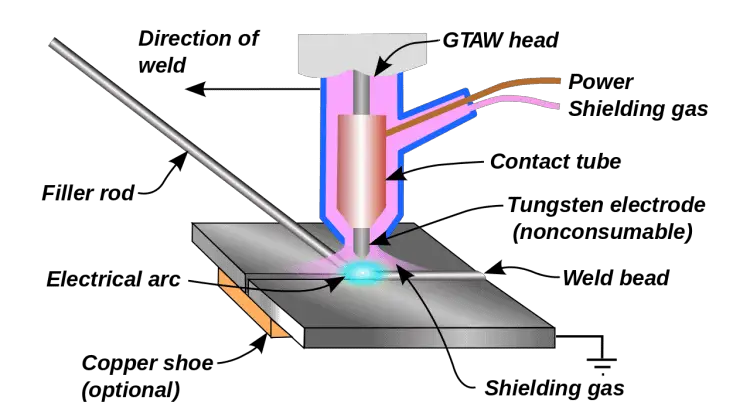
What is TIG welding? TIG welding is known as Tungsten Inert Gas welding. It is a form of arc welding that uses a tungsten rod to conduct electrical current through the two metals. At the same time, the inert gas of either helium or argon blows the welding area clean. A TIG weld can work without a filler wire to join high melting point metals together.
The invention of TIG welding was revolutionary for making high-quality welds to delicate pieces of metal. However, the process is daunting and labor-intensive. Read on to find out more about the importance of TIG welding, how it compares to another arc welding technique of MIG welding, and how you can start to become a TIG welder yourself.
Who Invented TIG Welding
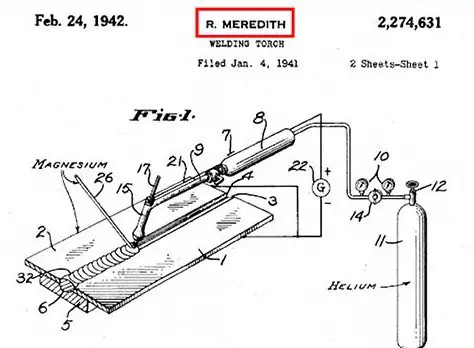
The inventor of TIG welding, named Russell Meredith, was an inventor and mechanic focused on meeting the demands of an aircraft manufacturing industry that needed a welding method for the lightweight, high melting temperature metals used on planes. In January of 1941, he submitted patent #2,274,631 as a diagram for the first-ever TIG welding equipment.
Russell Meredith had several jobs that involved mechanical engineering and welding, most notably as a pipeline for a gas line and as a mechanic hired by Warner Bros Studios, who fixed up crashed cars from movie sets. These jobs set up Meredith to be ready to tackle larger welding jobs of air crafts in his career at Lockheed.
His claim to the welding hall of fame came from his time at Lockheed when he was issued the patent for Heli-Arc welding(TIG), which he invented to properly weld magnesium for the plane body of Dr. John K. Northrup’s XP-56. This WWII fighter design saw some action in combat.
How Did TIG Welding Begin?
During WWII, lighter, more maneuverable planes were needed by the U.S. to compete. The method of welding more lightweight alloys of metal, most notable magnesium, was expensive and not consistent until the invention of TIG welding.

This was mostly due to the nature of metals like magnesium, which were light but had very high melting temperatures and were challenging to work with for the welding technology of the times. This difficulty and the need produced during the war lead to the invention of TIG welding.
The need for light alloys to be welded for war constructions of ships and planes was a catalyst for the invention of TIG welding with helium. President Roosevelt even wrote a letter to Winston Churchill, claiming that their vessels were able to be built much faster because of new welding techniques like TIG welding.
The invention of TIG welding may have been a contributing factor to bringing WWII to a successful conclusion for the Allies.
What is the Difference Between MIG and TIG Welding?

There are several similarities between TIG and MIG welding, as both include electric arcs to create the energy or heat for the weld. Both TIG and MIG welding use electrical arcs and inert gas.
The energy/heat is used to connect pieces of metal, and the inert gas is used to keep the welding area clean of impurities. Both MIG and TIG welding also use inert gas to keep the surface of the weld clean.
However, this is where the similarities stop. The main differences between MIG and TIG welding are:
- The use of a filler material
- The width of metal that can be readily welded
- The heat needed to weld the metal.
- The smoothness of the weld
The Use of Filler Material
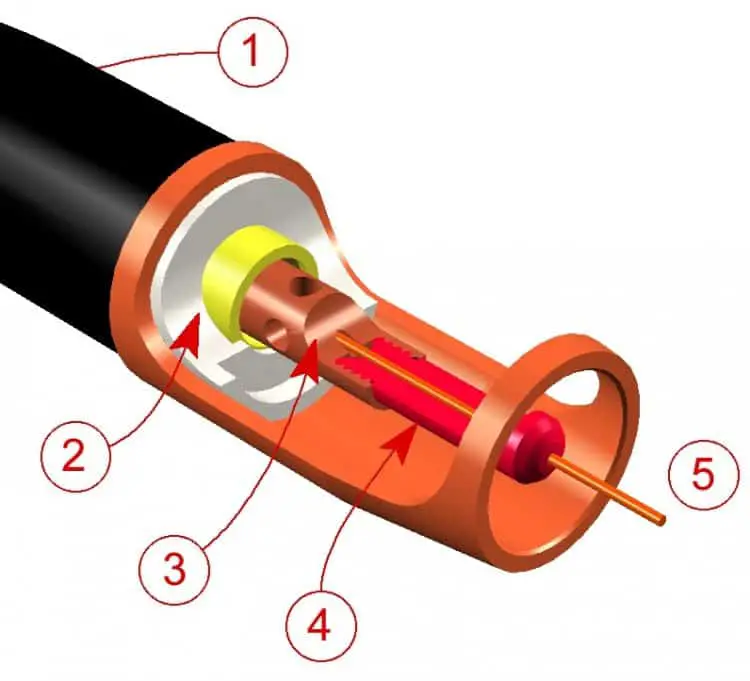
Image via https://commons.wikimedia.org/wiki/File:MIG_cut-away.jpg#/media/File:MIG_cut-away.jpg
MIG welding requires a metal wire, and TIG welding does not. The process of TIG welding does not necessarily have to use a filler metal to join the two metals being welded. In contrast, MIG welding does use a filler metal wire to join the two pieces of metal.
The filler material in MIG welding is usually in the form of a metal wire. The content that the wire is made from depends on the type of metal that is being welded. Some of the most common types of filler metal wire for welding include:
- AWS ER70S-6 Solid Wire: This is one of the most common wires used as a filler material for welding. This solid wire can be found almost everywhere that welding materials are sold and can be used for pipe welding, robotic welding, and many other industrial welding jobs. This solid wire creates uniform beads and is easy to feed and use.
- AWS ER70S-3 Solid Wire: This solid wire is excellent for use when you need the weld to be clean and smooth because the deposit of the filler material of this wire is minimal. This is another wire that is easy to feed and use and is excellent for welding projects on automobiles and other fabrication.
- AWS ER80S-D2 Solid Wire: This solid wire has higher tensile strength than other more common solid wires. This solid wire is an excellent option for welding carbon metals and low-alloy steels. These wires will create strong and quality welds for construction building materials and equipment and trailers.
- Copper Free Solid Wires: Copper is usually added to filler wires because it increases conductivity and limits oxidation. However, the copper can cause issues for welding with some steel products. Copper-free solid wires can limit the problems associated with adding copper to specific steel applications.
The Width of Metal that can be Easily Welded
The width of the metal you are welding may require a more reliable weld. If the metal being welded is thick in diameter, the weld will require more heat (including pre-heating of the metal) and a stronger bond from the weld.
Directly heating the metals with the TIG welding process may be more complicated than welding the pieces with MIG welding and a filler wire material. However, TIG welds can also be made with filler wires.
If the width of the metal is skinny, a TIG weld is better to use since the metals being joined are melted and bound. By softening both edges, a TIG weld creates a stronger bond. Adding a filler material with a MIG weld to the sides of two thin pieces of metal is not advisable and is much weaker than the tig weld method.
The Heat Needed to Weld the Metal

When you are connecting metal with a weld, you need to consider how much electrical conductivity is required to heat the metal. The amount of heat required to get the metal to the melting point for welding is measured by how much the metal can be formed without fracturing, which is called ‘ductile’ and is variable for all metal types.
A metal that is highly ductile means it will take a more significant amount of energy and heat to get to the melting point to perform the weld you require. Filler material with a MIG weld is better for high-ductile metals.
A metal that is electrically resistant with a low ductile rating needs less energy and heat to get to a melting point. TIG welding is more efficient for these types of metals, because the heat content is controlled and directed at the metal primarily, instead of relying on the heating of the wire filler material primarily for the weld strength and process.
A list of common metals that are ductile(as opposed to hard)are listed below:
- Lead
- Brass
- Aluminum
- Copper
- Low carbon steel
- Silver
- Gold
- Tin
The Smoothness of the Weld
Processing a weld is mostly about joining the metals together in a strong bond. However, the aesthetics of the weld are also something that needs to be taken into consideration.
The smoothness of a seam is much easier to create with a TIG weld because you do not need the filler wire material to create the weld.
Filler wire material that is used in MIG welding can cause splashed debris deposits on the sides of the weld. This is called spatter and is very common with people new to welding (check out the article on how to weld without spatter here).
This leaves a rough seam to the weld that is unsightly and sometimes affects the function of the metal being welded.
TIG welding also requires an inert gas as an external shielding gas to create the precision clean and smooth weld. The foreign shielding gas creates the purified and sleek look of the TIG method of welding.

Is TIG Welding Stronger than MIG?
TIG welding produces a clean and purified weld seam, which makes it a more reliable weld than MIG welding. The weld done with MIG can be firm, but it is limited by the tensile strength of the filler material wire that the MIG welding is done with.
MIG welding requires melting the filler metal to bond two pieces of metal, and TIG welding does not. Since TIG welding does not need filler wire, the strength of the welds it produces is not limited by the tensile strength of the filler wire, making it the technique with the most durable result of the two.
Tensile strength is the strength of the metal measured by how much force it can bear before fracturing. TIG welds can bond two metals with high tensile strength, whereas a MIG weld would need a filler wire of less tensile strength to bond the two metals.
Is TIG Welding Difficult?
TIG welding is a more complicated technique of welding that requires skill, precision, and focus. Once you start the seam weld, you want to continue through to the end of the seam to make a continuous and smooth weld.
Even though the TIG process of welding is more complicated, it produces high quality and spatter-free welds. The TIG equipment is also less expensive than the MIG welding equipment, which makes it easier to purchase.
TIG welding is more complicated than MIG welding, has less gas and electrode efficiency, and requires more heat input. However, TIG welding works well for thick materials.
Here’s a newbie review of TIG welding that is pretty funny, and pretty on-point.
The method of TIG welding requires several steps to focus on, including:
- Comfortable positioning
- Speed of the weld
- The angle of the weld
- Electrode arc length
Comfortable Positioning
First of all, TIG welding is tedious and precise work. You will be working along a slow line of a weld as your practice and, finally, start welding some pieces of metal together, so finding a comfortable position for your shoulders, arms, and torso are essential.
Pro tips for finding that perfect position while TIG welding::
- Rest hands gently on the bench
- Do not press your weight against the bench
- Maintain the electrode about 1 millimeter away from the metal you are working on
- Wrap the torch lead around your arm to keep the torch head securely in your hand
- Muscles that are fatigued make for more troublesome welding; try to be rested before beginning to TIG weld.

Speed of the Weld
Maintaining a constant speed as you work through your weld will give consistency to the size and depth of the weld bead and overall seam. A few tips on maintaining the speed of the weld are listed below:
- Keep the movement steady; don’t stop or speed up to maintain consistency
- Give the position on the metal where you will be welding a dry run over with the tungsten head to make sure your body is positioned correctly to be able to reach the entire length of the weld without stopping.
- The gap between the head of the tungsten and the metal you are working on should be about 1.5 times the diameter of the tungsten rod.
The Angle of the Weld
Keeping a uniform angle on the weld will help to create a steady bead that can be welded more quickly and cleanly.
The angle of the tungsten head should be at twenty degrees from the vertical position while welding. You want to have a tilted angle while welding because it encourages the pool of your weld bead to continuously move forward, propelling your work across the metal.
Electrode Arc Length
The length of the arc from the electrode is what determines the amount of heat going into the weld. Since TIG is a “constant current process,” the amperage that you set on the machine is what you will get consistently coming from the electrode.
This means that a steady distance from the material you are welding is needed to apply consistent heat and a uniform weld. An average arc length is about one time or 1.5 times the diameter of the tungsten rod you are using.
- If you have too short of an arc length, you risk higher temperatures than you will need for the weld. This can cause excessive pooling, messy and weak welds, as well as possibly melting all the way through the material you are welding.
- If you have too long of an arch length, you risk letting the arc get out of control. The long arc also will heat up the tungsten rod and make it so hot that if and when the rod comes into contact with the metal, it will collect some of the pooled metal.
Always try to keep a constant medium to short electrode arc in contact with the metal you are welding. This will help you to avoid damaging the metal and to keep the tungsten cool so that you can continue uniform and clean welds.
How Do I Learn to TIG Weld?
Learning how to weld takes time and dedication. Somethings that you can do to learn how to weld require you to get the equipment necessary and start practicing. Some of the practice techniques that you can try for TIG welding include:
- Arc on steel and creating a weld puddle
- Weld-on a sheet without filler rod
- Practice pools and beads
- Weld your first two pieces of metal together
1. Arc on Steel and Creating a Weld Puddle
One of the first things that you want to do as you start to learn how to TIG weld is to get a weld puddle going. This means that you have a small area of melted metal on the sheet you are working with. You want this puddle to be deep enough to move forward, but not so deep as to create a hole in the sheet.
The arc angle and distance from the metal become essential from the very beginning, so get a feel for both of these things. Also, focus on proper posture and ease of movement with your arms and upper torso.
You do not want to be leaning your weight against the bench as you weld. Also, you do not want to start at one extreme of the metal sheet or the other. Start your practice puddle right in the middle for comfort and to practice posture and form.
2. Weld-on a sheet without filler rod
Welding on your sheet is the next step. A weld is merely taking your weld puddle and gently pushing it across the metal surface in a uniform and clean way. The method of moving a weld pool to create a weld line is done with consistent motion, the uniform height of the rod away from the metal, and gradual progress.
Start by creating the first weld puddle. This should be enough to start to move the molten metal over the lip of the first puddle. Using a small circular motion, the width of the weld starts to gradually move the pool across the metal. The idea is to keep the depth of the weld uniform and to continually move the puddle in this circular motion at the uniform thickness.
Try to keep the weld line as straight as you can. Also, the width of the weld should be as uniform as possible.
3. Practice pools and beads
Once you have the general feel for puddling your weld and then moving the puddle with the circular motion across the metal surface in a uniform depth and width, you will want to start to add filler wire. Adding filler wire is another step that is not necessary for TIG welding but is still an excellent technique to master as part of TIG welding.
The general idea is the same as puddling and then moving the weld puddle in a circular movement, only now you will continually lay the filler wire in the line of the arc and puddle to add material to the weld puddle.
The appearance of the weld is no longer an indentation in the metal, but a raised bed because of the addition of the filler wire to the weld puddle. Work on getting beads that are smooth and limit the splatter on the edges of the weld. A tip for smooth welds is to add little bits of wire at a time to the puddle, push the weld forward, then add a bit more.
4. Weld your first two pieces of metal together
Welding your first two pieces of metal together can be done in two ways:
Option 1: TIG weld two pieces of metal together without a filler wire material: The process of welding two pieces of metal together without a filler wire material is complicated. Follow these steps to make sure you are successful in your attempt to weld two pieces of metal together using the TIG method without filler wire material:
- Make sure that the metal being welded will not move. Anchor the sections on each other with clamps.
- Start the weld puddle on the overlap of the two pieces. Make sure to heat the metal up enough to where the pool covers the width of both pieces evenly and has a uniform depth.
- Begin the circular motion, making sure to keep the heat, depth, and width of the weld constant throughout.
Option 2: TIG weld two pieces of metal together with a filler wire material: The process of welding two pieces of metal together with filler wire is more natural than without filler wire. This is because the heat needs to only melt the wire and bond it with the metal you are welding, not create the entire weld from the melted surface metal.
- Follow the same steps as above, but as you create the circular motion, add the wire filler material to the weld to create that uniform and smooth bead throughout the length of the weld.
What are the Disadvantages of TIG Welding?
Even though there are many advantages to using TIG welding, there are some disadvantages that you will want to consider. Some of these disadvantages include:
- More expensive: The equipment needed for TIG welding is relatively the same. However, since TIG welding generally takes a longer time, you will need to use more inert gas to complete the weld. Inert gas is a material that will cost you in the long run.
- More difficult technique: TIG welding requires focus and a circular, pooling technique. Although this technique creates quality welds, it is difficult to learn. It is difficult because the weld takes longer, is more sensitive to changes in distance and speed of the electrode movement across the weld and requires more heat.
- Can’t be used on dirty or rusted materials: TIG requires a clean surface to create the pool of melted metal that is beaded across the metal surface. Rusted, oxidized, or dirty metal surfaces create imperfections in the weld that cannot be covered as quickly as the filler material with MIG welding can do.
- Time-consuming: TIG welding requires more significant heat and a slow, steady hand to keep the melted metal surface pooled and beaded across the entire weld. The TIG process takes longer because you need to get the metal heated up more, and the weld requires the metal to be melted instead of the filler to melted, which is much more comfortable and takes less heat.
Can I TIG Weld Without Gas?

No. Remember, TIG stands for Tungsten Inert Gas. The process involves both the inert gas of argon or helium and the tungsten rod to deliver electricity. Without the inert gas part of TIG welding, you will burn the tungsten, adding impurities to the weld site that will not allow you to penetrate deep enough into the metal you are working on with your weld.
In Conclusion
TIG welding offers quality and strength without the need to use a filler wire material in the weld. However, the process of TIG welding is difficult, time-consuming, more expensive, and harder to master. Hopefully, you can get some practice in and start to learn to work with a TIG welder to gain confidence before you begin welding pieces together. TIG is excellent for most projects, but since it is so difficult, it is not recommended for inexperienced welders.
Sources: